Case Studies

Heat Tracing Solution
Data Centre, Dublin
Modern Plant delivered a complete frost-protection heat tracing system for exposed pipework and filter tanks at a major Dublin data centre. A multi-channel DeviReg panel and 400m of self-regulating cable ensured reliable, uninterrupted winter performance.
Heat Tracing
50,000L Storage Tank
Modern Plant thermostat-controlled heat tracing system on a 50,000L storage tank to maintain consistent temperatures and prevent thickening or blockages. The solution improved reliability, reduced maintenance risks, and protected downstream processes.
JAM Leak Detection
Galway Office Block
Modern Plant installed a four-zone JAM leak detection system across an office block in Galway, protecting comms and cooling rooms. Integrated BMS alerts and battery backup ensure continuous, building-wide monitoring.
Integrated BMS Solution
NYX Hotel
Modern Plant supplied a fully integrated BMS solution for a 175-bedroom hotel, combining gas detection, water leak detection, and trace heating. All systems were commissioned and linked to the BMS for centralised alarms and enhanced safety.
Medem Fire Alarm Interlock
Education Campus
Modern Plant integrated a Medem Gas Safety System with the site’s fire alarm and ventilation controls, enabling automatic gas shutdown in emergency conditions. A live drill confirmed seamless interlocking, compliance, and dependable protection.
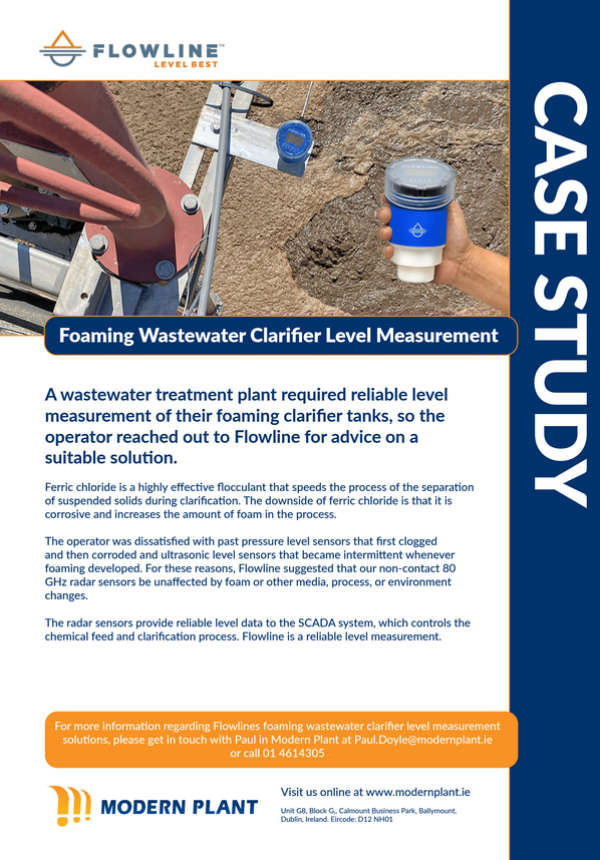
Foaming Clarifier Level Measurement
Wastewater Plant
Modern Plant supplied non-contact 80GHz radar sensors to replace unreliable pressure and ultrasonic units in a foaming clarifier tank. The solution provides stable SCADA level data unaffected by foam, corrosion, or process conditions, ensuring consistent chemical feed control.
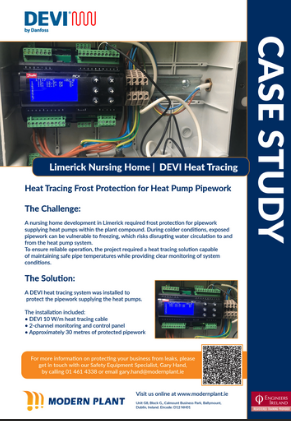
DEVI Heat Tracing
Limerick Nursing home
The installed DEVI heat tracing system plays a critical role in ensuring reliable frost protection for the heat pump supply lines, particularly during periods of low temperatures and harsh winter conditions. By maintaining consistent pipe temperatures, the system helps safeguard the integrity and performance of the overall heating infrastructure.
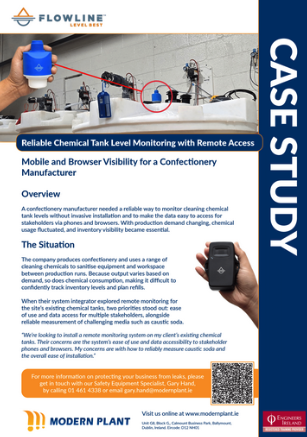
Flowline LR80
Confectionery Manufacturer
A confectionery manufacturer needed a reliable way to monitor cleaning chemical tank levels without invasive installation and to make the data easy to access for stakeholders via phones and browsers. With production demand changing, chemical usage fluctuated, and inventory visibility became essential.
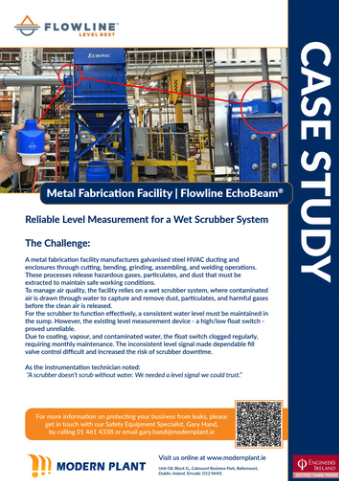
Flowline EchoBeam®
Metal Fabrication Facility
Flowline recommended replacing the float switch with the EchoBeam® radar level sensor, a non-contact solution designed for harsh industrial environments.
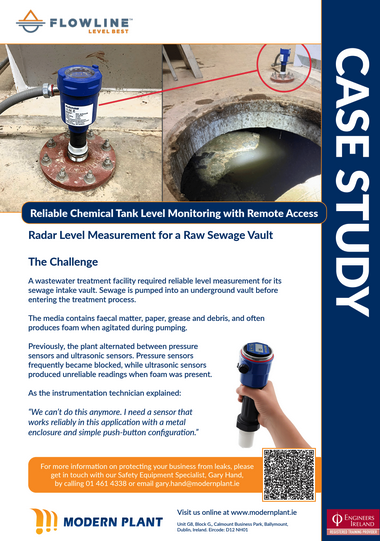
Radar Level Measurement
Raw Sewage Vault
A wastewater treatment facility required reliable level measurement for its sewage intake vault. Sewage is pumped into an underground vault before entering the treatment process.
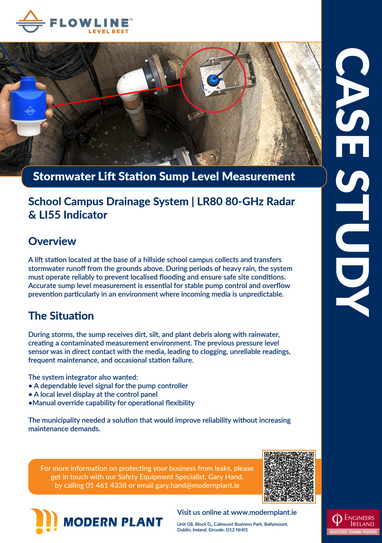
LR80 80-GHz Radar & LI55 Indicator
School Campus Drainage System
A lift station located at the base of a hillside school campus collects and transfers stormwater runoff from the grounds above. During periods of heavy rain, the system must operate reliably to prevent localised flooding and ensure safe site conditions. Accurate sump level measurement is essential for stable pump control and overflow prevention particularly in an environment where incoming media is unpredictable.